Při úvahách, jaký typ varné nádoby použít jsem zvažoval několik alternativ. (zavařovací elektrický hrnec, nerezový hrnec, nerezový KEG) Nakonec jsem se přiklonil k variantě KEG, nejenom pro varnou nádobu. Úvaha vycházela původně z možnosti používat samostatný ohřev (vařič – varnou stoličku) pro několik nádob bez nutnosti čerpání.
Vlastní výroba varné nádoby začala vyříznutím horního otvoru úhlovou bruskou, operace překvapivě jednoduchá i otvor se tvářil jako kulatě souměrný. Dále dle spodního švu bylo odříznuto, opět flexou, původní dno. Nově bylo přivařeno rovné nerezové dno o tl. 5mm. Těsně nad tímto dnem byl ve stěně vystružen otvor pro přivaření nerezového návarku dimenze 1´´ , do kterého byl natočen přes těsnící teflonovou pásku vypouštěcí kulový kohout opět dimenze 1´´. Bylo hotovo – zdánlivě. Leštění, čištění a ostatní dolaďovací operace jistě času nepřidají. Poté došlo k nákresům a k výrobě samostatného tříplotýnkového vařiče.

Na rám byl použit ocelový plech a tři ks varných plotýnek o příkonu 1,5 kW, tj. celkem 4,5 kW. Řízení celkového příkonu se předpokládalo ručně pomocí přepínání odporových sekcí ploten pomocí sporákových přepínačů. Po topné zkoušce s 5o l vody ve varné nádobě, ale tento koncept vzal za své, neboť i přes zdánlivou vzájemnou rovinnost plotýnek nedocházelo k předání většiny tepelné energie do dna varné nádoby, ale k odrazu a přehřátí plotýnek a rámu vařiče včetně elektrických rozvodů. (Nakonec, dráty odkáply.) Začal jsem přemýšlet znovu, čím nádobu ohřívat. Koketoval jsem i s myšlenkou na propan butan, tu jsem nakonec opustil a soustředil se na elektroohřev. Plotýnky pokus s vařičem přežily, tak jsem se rozhodl je použít v trochu jiné variantě a to napevno.


Rozměřil jsem umístění pomocných nerezových šroubů a držáků, umístění svorkovnice a šlo se vařit. Musely být také přidány nohy, kryt a spodní víko jako ochrana proti nebezpečnému dotyku. Po zkušenosti s první variantou vařiče jsem ještě volný prostor mezi plotýnkani vylil šamotovou hmotou na vyzdívky kotlů pro zmenšení zpětného vyzařování a doizoloval několika vrstvami skelné tkaniny. Vlastní elektrické zapojení bylo provedeno připojením ma třífázový přívod, každá plotna samostatně. Po dalším zkušebním varu vody, který již byl i s opakováním úspěšný bylo možno přistoupit k izolaci varné nádoby. Byla použita 70cm široká hliníková folie s izolací původně určená jako odrazná folie za radiátory. Spojena je v zadní části nádoby samolepící textilní lakovanou páskou. Řízení příkonu varné nádoby je realizováno pomocí programu Brauanlage http://www.bierseidla.de/cms/content/category/4/55/88/ s připojením přes interface paralelního portu a snímání teploty s 1-wireovým čidlem DS18S20 s připojením přes seriový port. Vlastní výkonové řízení je osazeno výkonovým polovodičovým relé 3*20A. Atypickým prvkem je použití cyklovací funkce uvedeného programu původně určenou pro řízení míchání, kterou využívám jako PWM (pulsně šířkový modulátor) pro řízení velikosti příkonu vyhřívání s ohledem na objem ohřívané náplně a požadovaný gradient teploty. Viz schema: Nevýhodou řešení se třemi masivními plotnami a tlustým dnem je velká tepelná setrvačnost, ale lze ji po několika testech dobře předvídat a pomocí PWM řízení zvládat. 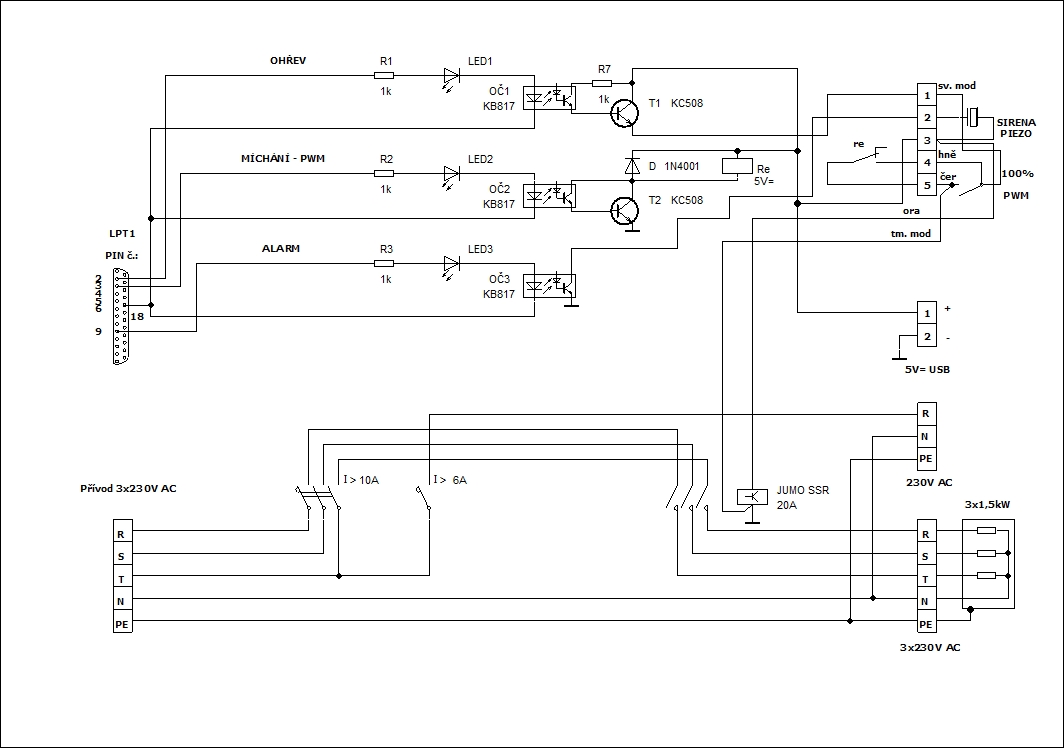

{kind=link}
Napsat komentář